目次
日本OFPにPET素材のカーボンフィラメントがラインナップとして追加
今回紹介するのは低吸湿性と硬度に優れ、扱いやすさに長けたカーボンフィラメントになります

特徴
・寸法安定性が高い
・低吸湿性
・低摩耗
・可用性サポートとの互換性
・硬く強度のある造形
・積層痕が目立たない綺麗な表面仕上げ
PET CF15はPET素材をベースにカーボンファイバーを15%含有したフィラメントになります。
74℃までの耐熱性とPET本来の耐薬品性から薬品溶解性サポート素材と相性が良いです。
またPAHT CF15に比べてフィラメントPETベースであることからドライボックス(防湿庫)を使用する必要が無く、そのままフィラメントホルダーに取り付けて造形可能など取り扱いが容易な点も魅力的です。
造形安定性と加工性が高く、反りも抑えられています。
- 造形を始める
- 使用フィラメント:BASF社 Ultrafuse PET CF15
・サンプルの選定
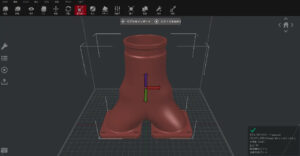
強度が必要になるY字のコネクションを造形します。
幅181.2mm×奥行80.5 ㎜×高さ181.2㎜の大型造形にトライします。
Raise3DのPRO2を使用します。
設定値もPAHT CF15に近い設定(前記事のURL添付)でそこからPET用に少し温度を調整していきたいと思います。
・ノズル温度:250~260℃
・造形スピード:40~60㎜/s
・ビルドプレート温度:75℃
・ビルドプレートの状態:糊付け不要
・ノズル径:0.6㎜以上の強化ノズル
・積層ピッチ0.2㎜以上
・充填率20%以上
・ファンスピード:0%
PET CF15はPAHT CF15同様、カーボン短繊維が含有されていることからノズルの摩耗が早く、
今回は0.6㎜のタングステン強化ノズルを使用します。
造形の開始

念の為、ラフトとブリムを設定して定着率を上げています。
今回は10回程に造形を繰り返したビルドサーフェイスを使いましたが、粘着剤などは使用しなくても安定して定着しています。反りの心配も少ない様子ですね。

積層の開始点(ノズルが移動する部分)でフィラメントの糸引きが起きてしまいました。
カーボンフィラメントは少しの低温で硬化してノズル詰まりを起こしてしまうので、安定して突出する為に必要よりもノズル温度を少し高めに設定している事と0.6㎜の広口ノズルを使用している関係からフィラメントの垂れが発生しやすくなっています。
この糸引きによるバリは指でも簡単に削り落とす事もでき、痕も殆ど気になりません。

完成しました!
造形時間は17時間21分です。

表面仕上がりもMarkforgedの造形に近い印象です。

裏面の線状の痕はFDMの性質により、どうしても積層の開始点で痕が残ってしまいます。
今回はレイヤスタートポイント設定で印刷開始位置を固定にすることで全体的に表面は綺麗になります。

レイヤスタートポイントの設定は画像のideaMaker上にて赤枠の部分をデフォルトの「最も近い」から「固定」に変更することで設定可能です。
デフォルトの「最も近い」設定のままですと、全体的に開始点のバリが出てしまうため円形、球体の場合はこちらの設定をお勧めします。

造形中にもありましたノズル移動時の糸引きあとですが…

指の爪でで軽く掻いてあげると簡単に取れました。

ネジの取り付け部分の造形も綺麗にできています。

専用サポート材の併用を推奨
今回はサポートを使用しない造形でしたがカーボン素材はPAHT CF15同様にサポート面との定着が強く、仕上がりが綺麗にならない印象です。
その為、専用サポート材との併用が望ましいです。
日本3Dプリンター編集部 BASFチーム
日本3Dプリンター株式会社では、3Dプリンターや3Dスキャナーの導入を検討している方向けに、3Dプリンター用フィラメントに関する最新の情報を発信していきます。
BASFサイトTOPページはこちら


{kind=link}